����1������2
(1 GE�����Ƽ������Ϻ���201203��2������˹�����¼�������˾��������100123)
ժҪ�����������������ī�����õ�������ʹ�ã���ī������������һ����ó��������ʹŷۼ�⣬��������ҵ�����ϸ����ī��������̣����Ź��ڶ���ī�����������ӳ̶ȵ���ߣ���ī�����������������ҵ�淶Ҳ�䲼ʵʩ�����Ľ��Ƚ�����ī�����ij����������ص㡢Ȼ����ܹ�������ҵ����ī�������������Ĺ�̡������ܷ�������ī�����ṹ��������⡣
�ؼ������������磻��ī��������������⣻
��ͼ������� ����ʶ������ ���±����
Ultrasonic Testing for Spheroidal Graphite Cast Iron
In Wind Power
Abstract��Spheroidal graphite cast iron being used widely in wind power now, the Non Destructive Testing for this material mainly using magnetic particle testing and ultrasonic testing. Foreign wind power companies have strict testing procedures for spheroidal graphite cast iron. With China emphasis on product quality increasing, the Non Destructive Testing standard for spheroidal graphite cast iron in wind power will be released soon. This paper firstly will explain the characteristic of ultrasonic testing for spheroidal graphite cast iron, then introduce the ultrasonic testing procedure of foreign wind power company, some typical wind power spheroidal graphite casting’s ultrasonic testing will recommended last.
Key Words��Wind Power; Spheroidal Graphite Cast Iron; Ultrasonic Testing
�й���2005�꿪ʼ���ģ��չ��磬����豸�������̶�ҲԽ��Խ�ߡ������ڷ������Ӧ�ýϹ㷺����������������Ҫ����챡�����(������)���ᡢ�����������������ȡ��������������Ҫ������ī��������ī��������̼����״���������������У������˶Ի���ĸ������ã�ʹ���俹��ǿ�ȡ�����ǿ�ȡ����ԡ�������Դ����ߣ���������ĥ�����𡢹������ܺá��ɱ��͵��ŵ�[1]�����ڷ�������ī�������������ֶ���Ҫ�г��������ʹŷۼ�⣬���г����������Ҫ��������ڲ�ȱ��Ӧ�ý�Ϊ�㷺������ķ��������ҵ����Gamesa������������ҵ�淶�ж�����ī�����ļ�ⶼ���ϸ�Ĺ涨�����ڵķ����ҵ�ܶ����EN12680ŷ�ޱ������ī���������ŷ����ҵ���������ӳ̶ȵ���ߣ��������������ī�����Ĺ��ұ�Ҳ��2009��䲼ʵʩ��
�����Ƚ�����ī���������������ص㡢Ȼ����ܹ�������ҵ��ī��������������Ҫ��ؼ�Ҫ�㣬�����ܷ������е�����ī�����ṹ�ij�������⡣
һ��ī���������������ص�
��ī�����е�ȱ����Ҫ�����ɡ����ɡ����ס���������������ơ�ɰ�ۡ����ס�
��ī����̽�˵���Ҫ�ص�������:
1.���Բ�
��ī��������Ҫ�ص�����֯�����ܣ������Ⱥ;����ִ�ʹ������ɢ��˥��������˥���������ӣ����Բ
2.����ϲ�
��ī��������ֲڣ�����ϲ̽�������ȵͣ���̽ͷĥ�����ء�
3.�����Ӳ���
��ī����̽�˸����Ӳ��࣬һ�����ڴ־�����֯�������������ɢ�ҷ��䣬�γɲ�״�ز���ʹ������½����ر���Ƶ�ʽϸ�ʱ��Ϊ���أ�������ī������״���ӣ�һЩ�����ز��ͳٵ����β�����ķ�ȱ���źŶ࣬������������ֲڱ���Ҳ�����һЩ����ز������Ŷ�ȱ�ݲ�����ȷ�ж���
��ī�������������һ������ݲ����巴�䷨��������ī�����ij���˥���ϴ��˲��ô�������ǿ���豸�������豸�ļ�����ѹ�ϸߡ�ͬʱ֧�ַ������������Ƶ�ʲ��˹��ߣ�һ��Ϊ2MHz~2.25MHz��
��ī�������������ʱҪע���������ṹ��״Ӱ��ײ�������Ҫע��������Ϊ�������Ҫ�����油��������λ��������������3~4mm֮�ڵı���ȱ�ݣ���ʹ���ñ������ֶ�����ŷۻ��������Ҳ���Է��֣�����ĵ���ֱ̽ͷҲ����λ����ä��֮�ڣ����˲��õ���̽ͷб������߲���˫��ֱ̽ͷ����б̽ͷ����������⡣
���������������ҵ����ī�������Ҫ��
��������ҵ������ī�����ļ��һ�����EN12680-3��3���ϸ��кܶ˾��Ϊ�ñ����ɣ����Ը���ҵ����EN����д���ʺϱ���˾�ĸ�Ϊ�ϸ�ļ��鼰���ձ�.�������ķ������������Vestas��Gamesa����ҵ�����Ƕ��ֱ����Լ���������淶�����ж�̽ͷ��������������ձ�������ȷ�Ĺ涨��
1��������̽����
���ڷ����ҵ�ձ��������GE��˾��USM35X-S A����ʾ��������ʽ������̽���ǡ�
2��������̽ͷ
����̽��һ�����ݲ�ֱ̽ͷ���ݲ�˫��̽ͷ���������������Ƚϴִ�˥�����أ���ѡ�ýϵ͵�Ƶ�ʣ�һ��Ϊ0.5″2.5 MHz��̽ͷֱ��һ��Ϊ10mm~30m��
�ڷ����ҵһ�����GE��˾������B1S��B2S��������Ĥ�ĵ����ݲ�ֱ̽ͷ��SEB2��SEB2-0��MSEB2��MSEB4��
3����ϼ�
����̽��ʱ������ճ�Ƚϴ����ϼ���һ����û�ѧ���������͵ȡ�
4����������ȵ���
�����ȵ����м��㷨�Լ�DGSͼ����
���㷨
�������Ϻ�����ĵط���һλ�ã������������ƽ�У������ײ���ʹ���ߴﵽӫ�����̶ȵ�50%��80%���������ߵ�ϰ�ߣ��ٵ������棬�������湫ʽ�����������:
��dB=20log(2λx/ πDf2)
ʽ��: x—����������ȣ�mm
������mm
Df—ƽ��ֱ����mm
ͨ����̽ͷDGSͼ��
GE��˾��̽ͷ��ÿһ��̽ͷ�ڳ���ǰ���ɳ��̼�����Ա���в��ԣ�������ÿһ��̽ͷ��DGS���ߣ�����˫��ֱ̽ͷMSEB2(E)��̽ͷ���Ϊ:57461�������ͼ��ͼ1��ʾ��ʵ�ʼ��ʱ������ÿ��̽ͷ��DGS���ߣ�������Ҫ���ӵ�dB ����
�����������ĺ����100mm��������������ڵײ���ʹ���ߴﵽ50%��Ҫ����ȱ�ݵ�����С������φ3��ͨ����DGS���ߣ���֪��dBΪ27dB��
������������DGS����
GE��˾����USM35 �dz��Ƚ������Ը��ݲ�ͬ�Ĺ���������ͬ��DGS���ߣ����Ը�����������״̬�����������ȸ��ߡ�
���ַ����dz��Ƚ��ͷ��㣬�����ֻҪ�ڹ���������DGS���ߣ�ֻҪ������ȱ�ݣ��Ϳ��Ժ�ֱ�۵�֪��ȱ�ݵĵ����ߴ��С��
5�����ȱ�ݵļ�¼�����ձ�
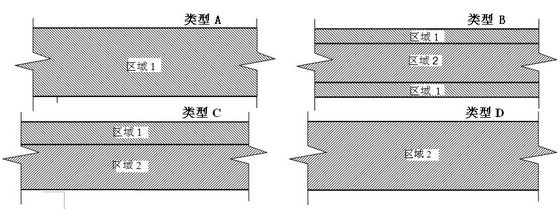
����ͼ2��ʾ���賬������������������֡���������1������2�����յȼ��Dz�ͬ�ġ�
ͼ2�������ͼ�����
A.���ݱ�1��¼ȱ�ݡ��ü�¼��ȱ��Ϊ��
l ���䲨�߶ȳ�����1��¼����ȱ�ݡ�
l ������1�е���ز��߶Ƚ��������ĵ���ز����͵�ȱ�ݣ�ע�����ֵ���ز����Ͳ������ɼ�����״���������ġ�
B.ȱ�ݵĴ�С����������������
n dB�м�¼��֮�ϵ����ز��߶Ȼ����ز����ֵ��Ӧ�ñ������ͼ�¼��
n ����صļ�¼���£�ȱ�ݵķ�ΧӦ����6dB����������
C.ȱ�ݴ�С������
����ȱ�ݵĴ�С��������ֱ��СӦ�ñ����ͣ���������ֵ�Ѿ��ڱ�2�и�����
D.ȱ����������1��������ȱ�����ͣ�
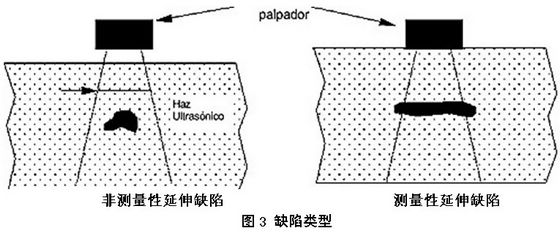
����һ���Dz���������ȱ��
�Dz���������ȱ�ݵķ��䲨ʵ�ʵij��������̳��ȱȳ���������ֱ��С(��ͼ3)������ȱ�ݵĴ�С���ñ��棬���ձ�1�IJο�������ƽ��Ϊ�ο���������������������
���Ͷ�������������ȱ�ݣ�
����������ȱ�ݵķ��䲨ʵ���������̳��ȱ���������ֱ������ȱ�ݵĴ�СӦ�ñ��棬����Ӧ��ͨ��̽��������泬����ʵ������ͱں�涨�IJο���(��ƽ��Ϊ�ο�)�ĵ���������Щȱ�ݵ�������졣ȱ��Ӧ���ձ�1�еIJο���������������졣
������������ز�����
����������ͱں�涨�ļ�¼ˮƽ�ĵ���ز����͡�����ȱ�ݸ��ݱ�1������������������ȱ�ݵķ�Χ�ڱ����ϵ�ͶӰ��ȷ������У�ͶӰ�ı߽���ǵ���ز�����ڼ�¼��������6dB�ĵ㡣�ڲ�������ĵ���ز�����Ӧ�ò���Ҫ��������ȷ���Ϳ�������ͨ�����ڲ�������Ӧ��С�ڼ�¼ˮƽ+6dB��������ز����������ڼ�¼��6dBʱ����Ϊ����ز�ȫ����ʧ��
��1: ��ī������UT��¼�����ձ�
|
ʵ�ʽ���ں�
|
(mm)
|
<20
|
<30
|
<50
|
<80
|
<130
|
�R130
|
|
��¼�� ���г�����¼����ȱ�ݶ�Ӧ����¼
|
|
����ز�����
|
(dB)
|
12
|
12
|
12
|
14
|
16
|
18
|
|
����������1
|
(ƽ��)
|
2.5
|
2.5
|
2.5
|
3
|
3
|
3
|
|
����������2
|
(ƽ��)
|
3
|
3
|
4
|
5
|
8
|
8
|
|
�Dz����������ȱ�����ձ�(����)��
|
|
�ȼ۷�����(1)�����ֱ�� ����1
|
(ƽ��/Æmm)
|
3
|
3
|
3
|
4
|
5
|
6
|
|
�ȼ۷�����(1)�����ֱ�� ����2
|
(ƽ��/Æmm)
|
3
|
3
|
3
|
8
|
10
|
10
|
|
�����������ȱ�ݵ����ձ�(����)��
|
|
������ȱ�ݵ���С����
|
����1
����2
|
(mm)
|
≥6
|
≥7
|
≥8
|
≥10
|
≥12
|
≥16
|
|
(mm)
|
≥6
|
≥7
|
≥8
|
≥10
|
≥12
|
≥16
|
|
ȱ�ݵ�������+����� ����1
����ȫ����ʧ(2)(3)
|
(mm2)
|
(3)
|
600
|
600
|
1000
|
1000
|
1000
|
|
ȱ�ݵ����������죬 ����1
�ڶ���ģ��ڲ��� ����2
|
(%)
|
10
|
10
|
10
|
10
|
10
|
10
|
|
(%)
|
20
|
20
|
20
|
20
|
20
|
20
|
(1) ���ȱ����������죬��ô���밴��������������������������
(2) ����ز���ȫ����ʧ=��¼����6dB��
(3) ȱ�ݵ�ɨ������ϵ�����������ȵ���ʵ�ʶ���T�������������ȱ��֮��ľ���С����������֮������һ���ߴ磬��ô���ǿ�����Ϊ��һ��ȱ�ݡ�
(4) ͨ������2�еĵ���ز���ȫ����ʧ�õ����������Ӧ�����ö���������ϵ��̽����ȷ��������Щ�����ϣ�������1�ڷ��������ԣ��ܹ�����һ��������¼����ֱ�ӷ��䲨������Ӧ�����ݾ�ȱ�ݵ����������ԵĹ���ȱ�ݽ�����������������1������2��ȱ��Ӧ�þ���һ��ʵ�ʶ���T��������������죬��������1���������Ӧ����Ϊʵ�ʶ���T ��10%������������1��ȱ�ݵ����������˵�Ĺ���Ӧ�ñ����ǡ�
���һ��ȱ�ݵ����С��ʵ�ʶ���T����ô����2 ��������������Ա����ӵ�30%��
(5) ������2 �ڣ���¼���ͼ�¼��+6dB֮��ĵ���ز����Ϳ�������ͨ�������ز�����
��2. ������ֱ���IJ���
|
������·��(mm)(1)
|
����������ֱ��
SEB2(mm)
|
����������ֱ��MSEB2(mm)
|
����������ֱ��
B2S(mm)
|
|
<20
|
15
|
5
|
-
|
|
20-60
|
15
|
15
|
-
|
|
60-120
|
20
|
20
|
12
|
(1) ������·������Ϊ��ɨ����浽ȱ��֮����������
�Dz���������ȱ�� ����������ȱ��
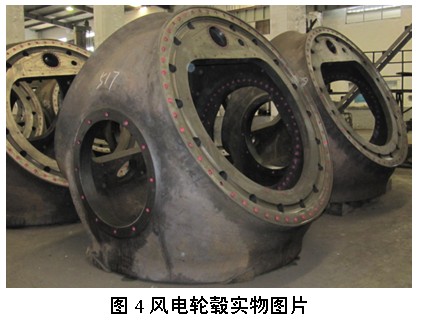
���������������ī�������ͽṹ���������
��챼�⡣������ڴ������ο������������ں�һ��Ϊ60mm~150mm��Χ�ڣ����������ڳ������涨�����ס����ɡ����ס������Լ��������Ƶ�����ȱ�ݡ����������ͺ���Ҫ���о��ӹ�����װ������ھ��ӹ�ǰ��������װ�����з���ȱ����ô�������ޣ�������Ҫ�ھ��ӹ�ǰ����챽��г�������⡣
�������⡣��������ܽϸߵ��غɣ�������Ҫ��ϸߣ���Ҫ���м�⡣
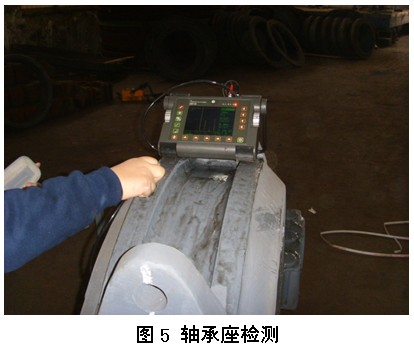
����⡣���ڷ����ҵ���ֹ������ѵ��¹ʣ����Բ��ַ����ҵ�ڰ�װǰ������м�⡣�����һ�����������Լ����Բ�ܽ��м�⡣
�Ľ�����
ͨ���Թ�������ҵ����ī����������̽ͷ�Ľ��ܣ�ϣ���Թ��ڵķ����ҵ�н����ѧϰ�����塣���ŷ����ҵ��ī�����������ƶ���ʵʩ���ؽ��Է������������ī�������������ƽ����ش����壬������������ҵ����ʽӹ졣
�����
[1]��������ƣ���ɺɺ.�����豸�����⼼����չ. ȫ���ھŽ�������ѧ�����
|